Conveyor System Manufacturer: Omtech Food Engineering India
Omtech Food Engineering is a top conveyor system manufacturer, supplier, and exporter providing turnkey solutions. We offer best-in-class conveyor and modular belt equipment, with a focus on innovation, and supply various industries, including auto, tire, rubber, and, importantly, the food industry.
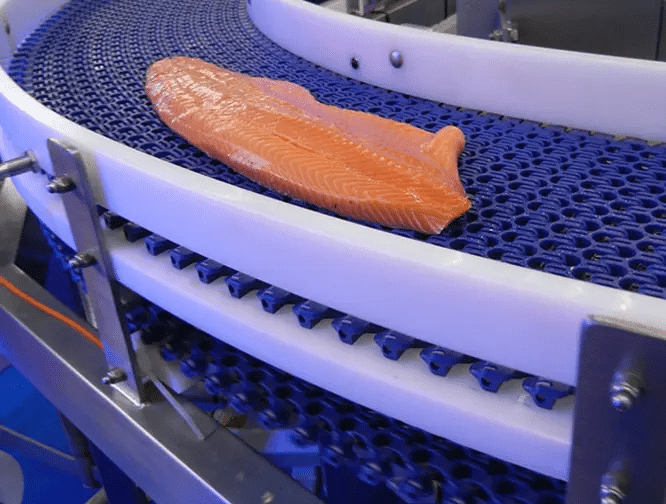
Our success is reliant on our knowledge, experience, reputation, and commitment to our customers. We provide a range of products, including advanced food conveying systems and flush grid radius belts, which means our products offer extreme value and difference. We are a leading conveyor system manufacturer and want to ensure your operation is optimized.
Omtech Food Engineering stands apart amongst conveyor system manufacturer set apart from years of experience and a solid understanding of the industry. We pride ourselves on customer service and achieving new levels of innovation and efficiency that can be customized to meet the needs of our clients. Each conveyor system is designed to suit and perform by meeting the identified material handling needs.
Wide variety of systems from standalone units to complete processing lines
Advanced, customized solutions for packaging and material movement
Robust distribution and logistics support for timely delivery
Stringent quality checks to ensure premium-grade output
Responsive service team offering prompt, client-focused support
Competitive pricing without compromising on quality
Conveyor System India
Omtech Food Engineering is a leading conveyor system manufacturer in India, recognized for designing and supplying low-cost, bespoke conveyor systems across a range of industry verticals. We were founded in Rajkot, Gujarat, and offer rugged, technologically driven solutions for the food, pharmaceutical, packaging, and automotive industries. With over ten years of solid experience, we have an excellent understanding of how to satisfy the very demanding material handling challenges with systems focused on performance and efficiency.
Our diverse product portfolio includes belt and modular conveyors, roller and incline conveyors, as well as spiral conveyors, all produced with food-grade materials and anti-corrosive components. Each conveyor offers smooth motion, energy efficiency, a long working life with low maintenance, and high reliability. As a well-known conveyor system manufacturer, we value innovation and customization specific to clients’ requests, and we embrace automation changes. Our expert engineering team works closely with customers to maximize throughput, reduce human error, and minimize floor space. Omtech conveyors provide speed, safety, and precision for light-duty food items and heavy-duty industrial pieces.
Application of Conveyor System
Capacity and availability
Energy saving
Noiseless operation
Large length of conveying path
Lower power consumption
High reliability of operation
Adaptability to different types of goods
Ability to carry almost any bulk materials
Transport any materials in any direction
Benefits of using a Conveyor System
Easy operation
Easy installation
Low maintenance cost
Easy movement of heavy load
Labor cost reduction
Conveyor can move both direction
High Tensile Strength
Cost Effective
Area of Application
Application of Conveyor System
Our years of experience in the manufacturing sector and our professional reflected through our flawless supplying performance have helped our product find extensive application in the following industries: